1. Что такое дефект? Дать определение (прил.1п.1.1 ПНАЭ - Г -7-010-89)
Ответ: Дефект - недопустимое отклонение от требований, установленных ПНАЭ или Дефект – это недопустимое отклонение от норм и правил в атомной энергетике.
2. Что такое трещина? Дать определение (прил.1 п.1.2 ПНАЭ - Г -7-010-89)
Ответ: Трещины - дефект в виде разрыва металла сварного соединения или наплавленной детали (изделия).
3. Каким образом происходит подготовка поверхностей деталей под сварку и наплав-ку? (5.2.1 ПНАЭ - Г -7-009-89)
Ответ: Подготовка кромок и поверхностей деталей под сварку и наплавку должна выполняться механической обработкой.
4. Какие дефекты подлежат исправлению выявленные при неразрушающем контроле? (9.1 ПНАЭ - Г -7-009-89)
Ответ: Исправлению подлежат все дефекты (недопустимые отклонения) от установленных ПК показателей, выявленные в сварных соединениях и наплавленных изделиях при их неразрушающем контроле (включая дефекты в предварительной наплавке кромок).
5. В каких случаях допускается исправление поверхностных дефектов без последующей заварки мест выборки?(9.4 ПНАЭ - Г -7-009-89)
Ответ: Исправление поверхностных дефектов без последующей заварки мест их выборки допускается:
на сварных соединениях - при остающейся толщине шва и основного металла в месте максимальной глубины выборки не менее расчетной толщины детали (сборочной единицы) в зоне сварного соединения, но не менее 75 % ее номинальной толщины;
6. Объем неразрушающего контроля?(9.1.4; ПНАЭ - Г -7-010-89)
Ответ: В зависимости от объема проведения неразрушающий контроль подразделяется на сплошной (объем 100 %) и выборочный (объем 50, 25, 15, 10 или 5 %).
7. Действия в случае обнаружения дефектов при выборочном контроле.
(9.1.9 ПНАЭ - Г -7-010-89)
Ответ: В случае обнаружения дефектов при выборочном контроле каким-либо методом проводят дополнительный контроль тем же методом в удвоенном объеме (при объеме выборочного контроля 50 % проводят сплошной контроль) с обязательным контролем участков, примыкающих к дефектным.
При отрицательных результатах дополнительного контроля проводят сплошной контроль сварного соединения.
При этом должно соблюдаться следующее условие.
Дополнительный контроль непроконтролированных участков проводят в удвоенном объеме однотипных сварных соединений, выполненных сварщиком за одну смену (в которую сварен дефектный участок шва) при автоматической сварке и за две смены при ручной дуговой сварке (смену, в которую был сварен дефектный участок шва, и в предыдущую). Если при дополнительном контроле снова будут обнаружены дефекты, то объем контроля однотипных сварных соединений, выполненных данным сварщиком за указанное время, увеличивается до 100 %.
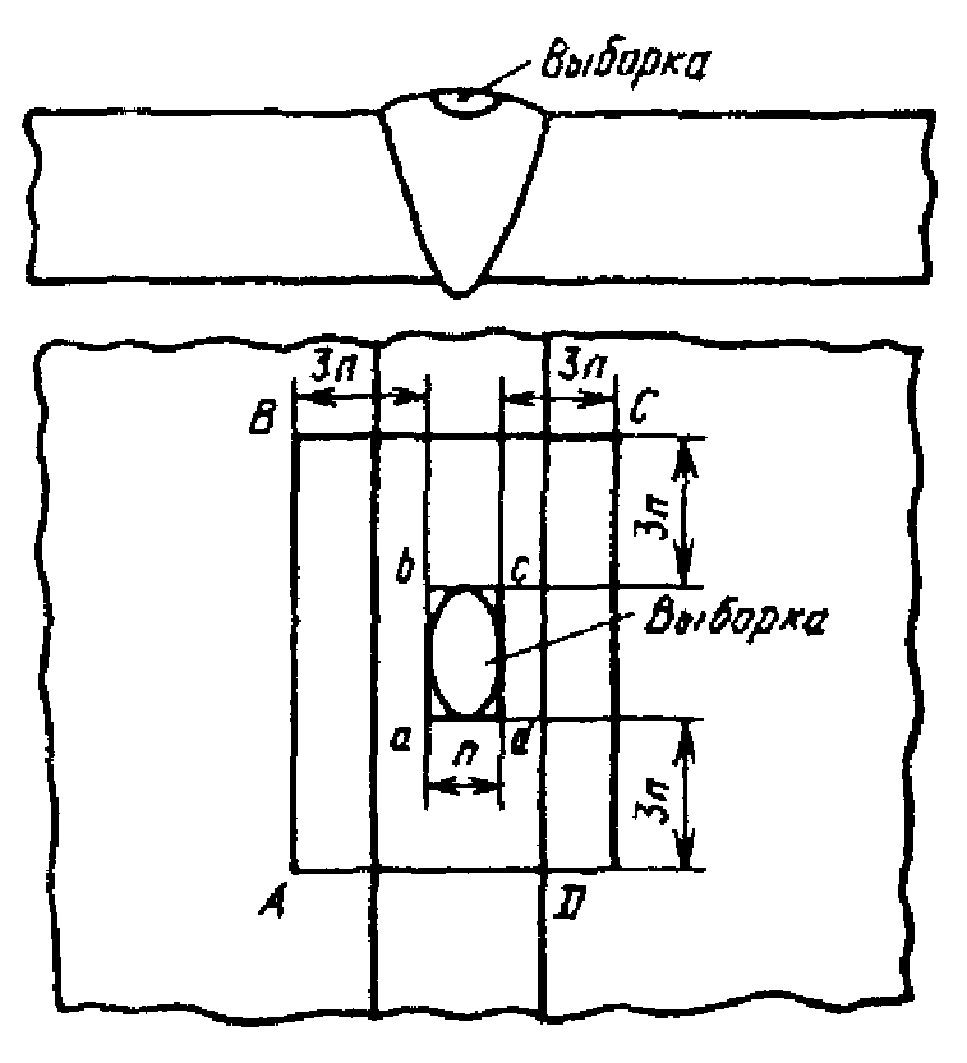
8. Зона исправления дефекта?(9.13 ПНАЭ - Г -7-009-89)
Ответ: Исправление дефектов на одном и том же участке сварного соединения или наплавленной детали допускается проводить не более трех раз. При этом под исправляемым участком понимается прямоугольник наименьшей площади, в контур которого вписывается подлежащая заварке выборка, и примыкающие к нему поверхности на расстоянии, равном трехкратной ширине указанного прямоугольника
9. Какие инструменты применяют для измерительного контроля?
(8.4, 8.5 СОУ НАЕК 009:2013)
Ответ: При визуальном и измерительном контроле следует применять следующие мерительные инструменты и приборы:
- лупы, в том числе измерительные (ГОСТ 25706);
- линейки измерительные металлические (ДСТУ ГОСТ 427);
- рулетки (ДСТУ 4179);
- угольники поверочные 90° лекальные (ГОСТ 3749);
- штангенциркули (ДСТУ ГОСТ 166), штангенрейсмусы (ДСТУ ГОСТ 164);
- штангенглубиномеры (ДСТУ ГОСТ 162);
- угломеры с нониусом (ГОСТ 5378);
- стенкомеры и толщиномеры индикаторные (ГОСТ 11358);
- микрометры (ДСТУ ГОСТ 6507);
- нутромеры микрометрические (ДСТУ ГОСТ 10) и индикаторные
(ДСТУ ГОСТ 868);
- шаблоны, в том числе универсальные (типа УШС);
- плоскопараллельные концевые меры длины (ДСТУ ГОСТ 9038, с набором принадлежностей - ДСТУ ГОСТ 4119);
- меры угловые призматические (ГОСТ 2875);
- профилографы-профилометры (ГОСТ 19300);
- образцы (сравнения) шероховатости (ГОСТ 9378).
Допускается применение зеркал, перископов, волоконных световодов и телекамер при условии, если указанные приборы позволяют определить наличие дефектов согласно требованиям НД.
Допускается применение других средств визуального и измерительного контроля, предусмотренные конструкторской документации, при условии наличия соответствующих инструкций, методик их применения.
10. Требования к инструменту для измерительного контроля?
(8.4, 8.9, 8.10 СОУ НАЕК 009:2013)
Ответ: Для измерительного контроля следует применять приборы и инструменты, класс точности которых обеспечивает надежное определение измеряемых величин с погрешностью, не более допустимой.
Допустимая погрешность измерения при измерительном контроле:
Диапазон измеряемой величины, мм Погрешность измерений, мм
До 0,5 включительно 0,1
Свыше 0,5 до 1,0 включительно 0,2
Свыше 1,0 до 1,5 включительно 0,3
Свыше 1,5 до 2,5 включительно 0,4
Свыше 2,5 до 4 включительно 0,5
Свыше 4 до 6 включительно 0,6
Свыше 6 до 10 включительно 0,8
Свыше 10 1,0
Измерительные приборы и инструменты должны периодически
подвергаться поверке/калибровке в метрологических службах, в сроки,
установленные нормативной документацией на соответствующие приборы и инструменты, а также после ремонта.
Измерительные инструменты, изготовленные предприятием-
изготовителем (монтажной организацией) оборудования и трубопроводов для собственных нужд, должны быть аттестованы метрологической службой и подлежат указанной выше периодической поверке/калибровке.
11. Требование к поверхности основных материалов и сварных соединений для проведения контроля? (7.1.1 СОУ НАЕК 009:2013)
Ответ: Перед проведением визуального и измерительного контроля поверхность объекта в зоне контроля должна быть очищена от ржавчины, окалины, грязи, краски, масла, влаги, шлака, брызг металла и других загрязнений, препятствующих проведению контроля (на контролируемых поверхностях допускается наличие цветов
побежалости).
12. Требование к освещению рабочих мест при проведении контроля?
(5.21 СОУ НАЕК 009:2013)
Ответ: Освещенность контролируемых поверхностей должна быть достаточной для надежного выявления дефектов и соответствовать требованиям ГОСТ 23479, и должна быть не менее 300 лк.
13. Цель проведения визуального контроля сварных соединений?
(5.2 СОУ НАЕК 009:2013)
Ответ: Визуальный контроль сварных соединений и наплавок проводится с целью выявления поверхностных трещин, непроваров, отслоений, прожогов, свищей, наплывов, усадочных раковин и брызг металла, подрезов, прижогов, поверхностных включений, скоплений и других несплошностей.
14. Цель проведения визуального контроля основных материалов?
( 5.1 СОУ НАЕК 009:2013)
Ответ: Визуальный контроль основных материалов проводится с целью выявления поверхностных трещин, расслоений, закатов, забоин, раковин, плен, шлаковых включений и других несплошностей.
15. Цель проведения измерительного контроля при сборке деталей под сварку? (5.6 СОУ НАЕК 009:2013)
Ответ: Измерительный контроль при сборке деталей под сварку проводится с целью проверки соответствия величины зазоров, смещения кромок и геометрического положения осей или поверхностей собранных деталей (перелома осей или перпендикулярности) требованиям нормативной, конструкторской документации и этого стандарта.
16. Перечислить виды неразрушающего контроля? (1.15 ПНАЭ-Г-7-010-89)
Ответ: Неразрушающий контроль включает следующие методы:
· визуальный;
· измерительный;
· прогонкой металлическим калибром (шариком);
· капиллярный;
· магнитопорошковый;
· радиографический;
· ультразвуковой;
· контроль герметичности.
Помимо указанных выше основных методов в случаях, предусмотренных конструкторской документацией или ПКД, могут быть применены дополнительные методы (стилоскопирование, измерение твердости, травление и т.п.).
17. Что такое свищ? Дать определение. (прил.1 п.1.5 ПНАЭ - Г -7-010-89)
Ответ: Свищ - дефект в виде воронкообразного или трубчатого углубления в сварном шве.
18. В соответствии с какими требованиями производится измерительный контроль полуфабрикатов? (7.2.7 СОУ НАЕК 009:2013)
Ответ: Визуальный и измерительный контроль полуфабрикатов проводится в соответствии с требованиями и указаниями стандартов или технических условий на контролируемые полуфабрикаты.
| Контролируемый параметр |
Вид контроля |
Средства измерений
Требования к контролю |
| 1 |
2 |
3 |
|
Наружный диаметр (Бн),
внутренний диаметр Бв)
|
Измерительный |
Штангенциркуль ШЦ-1,ШЦ-Ш.
Измерение (Он) и (Эв) с обоих концов
трубы. Измерение (Бв) производится при
поставке труб по внутреннему диаметру |
|
Толщина листа,
стенки трубы (Бн)
|
-«-«- |
Штангенциркуль ШЦ-1.
Измерение (Бн) с обоих концов трубы
не менее чем в двух сечениях.
Измерение (Бн) листа не менее чем в двух
сечениях (по длине, ширине) с каждой стороны листа |
| Овальность трубы (а) |
-«-«- |
Штангенциркуль ШЦ-1, ШЦ-Ш.
Измерение размера (а) с обоих концов трубы не менее чем в трех сечениях |
| Длина листа, трубы (Ь) |
-«-«- |
Линейка, рулетка. Измерение (Ь) проводят с каждой стороны (по длине) листа (трубы)
|
| Ширина листа (В) |
-«-«- |
Линейка, рулетка. Измерение (В) проводят с обоих сторон (по ширине) листа |
| Трещины, плены, закаты, раковины, расслоения |
Визуальный |
Лупы от 2-х до 7-ми кратного увеличения.
Визуальный контроль наружной
Поверхности невооруженным глазом;
визуальный контроль внутренней
поверхности труб невооруженным глазом (при наличии доступа) и с помощью перископа, эндоскопа и пр. |
19. В соответствии с какими требованиями производится измерительный контроль сварных соединений и наплавок? (7.4.1 СОУ НАЕК 009:2013)
Ответ: Визуальный и измерительный контроль сварных соединений и наплавок проводится в соответствии с требованиями и указаниями нормативной, конструкторской документации и ПНАЭ.
20. Кто допускается к проведению визуального и измерительного контроля сварных соединений и основных материалов? (6.1, 6.2 СОУ НАЕК 009:2013)
Ответ: К работам по визуальному и измерительному контролю допускаются контролеры (специалисты, дефектоскописты,лаборанты и т.д.), прошедшие проверку знаний по вопросам ПОТ, Б, ПРБ, ПТЭ и ПНАЭ (в объеме должностных инструкций и квалификационных характеристик), теоретическую и практическую подготовку по визуальному и измерительному контролю и аттестованные в соответствии с требованиями раздела 4 ПН АЭ Г-7-010-89.
К работам по визуальному и измерительному контролю могут быть допущены лица не моложе 18-ти лет, имеющие среднее, средне-специальное или высшее образование и получившие положительное заключение по результатам медицинского обследования.
|